
With each transition to a new technology node, fab requirements for metal and particle contamination become more stringent, posing challenges for existing coating methods such as anodization or plasma spray that may not provide complete protection against contamination especially on critical chamber components with complex geometry.
SEMI spoke with Beneq business executive Sami Sneck about common metal and particle contamination issues with critical chamber components, coating methods to protect against corrosion, and properties to look for when selecting the optimal protective coating solution.
![]() Sneck discussed the unique benefits of atomic layer deposition (ALD)anti-corrosion coatings with Aluminiumoxide (Al2O3) and Yttrium Oxide (Y2O3) and offered recommendations on how to work with original equipment manufacturer (OEM) partners to design, test and implement an ALD coating solution for semiconductor equipment.
Sneck discussed the unique benefits of atomic layer deposition (ALD)anti-corrosion coatings with Aluminiumoxide (Al2O3) and Yttrium Oxide (Y2O3) and offered recommendations on how to work with original equipment manufacturer (OEM) partners to design, test and implement an ALD coating solution for semiconductor equipment.
To learn more, visit Beneq at its digital booth at SEMI Technology Unites Global Summit, available on-demand until March 26, 2021. Registration is open.
SEMI: How does ALD compare with other coating methods such as anodization and plasma spray?
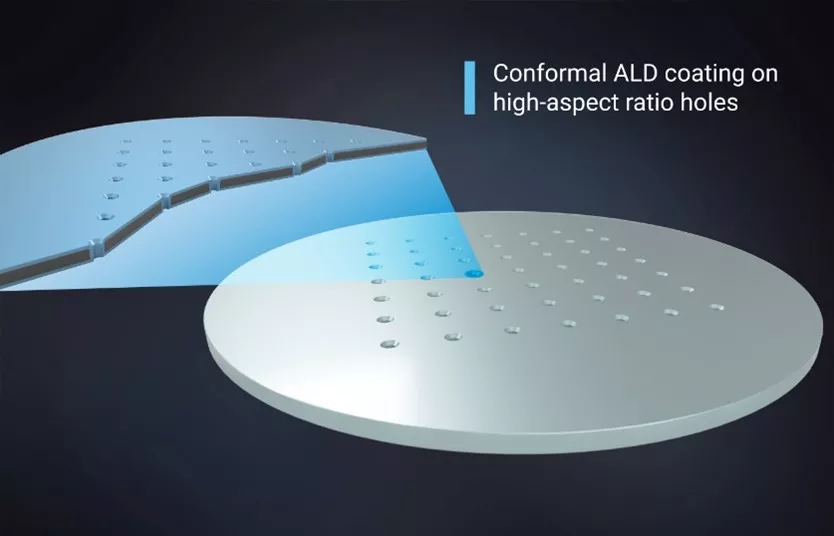
Sneck: ALD enables conformal dense and pinhole-free coatings on complex shapes. We can deposit various ALD coating materials on parts made of various materials. All other coating techniques have limitations. For instance, anodization is conformal, but porous and is suitable for Al2O3 used for aluminum parts. Plasma Spray is a line-of-sight method and not conformal on complex shapes, such as holes in showerhead parts.
 SEMI: Which substrate materials work for ALD coatings?
SEMI: Which substrate materials work for ALD coatings?
Sneck: In general, parts made of common metal materials, such as aluminum, stainless steel or titanium, all work well with ALD coatings. Commonly used ceramic materials work well with ALD too. Plastic materials need to be coated generally at a lower temperature, which limits the coating material selection, but materials such as Al2O3 can be applied as well.
SEMI: What is the maximum coating thickness you can reach with ALD? Does this depend on the material?
Sneck: Yes, indeed. The maximum coating thickness does depend on the material of the part that we are coating. Polymer materials for example, have a very large coefficient of thermal expansion, which limits the practical coating thickness to the 100-nanometer level. On metal and ceramic parts, coatings of several micrometers are possible too. Typically, ALD coating thickness on chamber components range from a few hundred nanometers to one micrometer.
SEMI: Which aspect ratio can you coat with ALD?
Sneck: Basically, ALD can coat aspect ratios of 1000:1, but this would be extremely slow. In practice, some of the most complex parts are showerhead parts with small holes. Typically, these have an aspect ratio of around 100:1, which is perfectly commercially feasible for ALD.
An extreme example would be gas lines: In this case, the aspect ratio may be also around 100:1, but the physical distance from one end to the middle may be half a meter. In this respect, it is not practical to wait for gas diffusion to reach such a depth level. Instead, the gas lines can be coated by forcing the ALD precursor gas flow into the gas line parts. This works well but needs part-specific manifolds to guide the gases.

SEMI: What is the lifetime of ALD coating compared to other coatings?
Sneck: ALD coatings differ from other coatings a couple of ways. First of all, ALD coatings generate less particle contamination since they are non-porous. Secondly, and most importantly, ALD coatings can cover areas that other coatings cannot. What is considered the lifetime of a certain part depends on various factors. Ultimately, the lifetime needs to be confirmed by testing parts in actual process chambers by running a lot of wafers through the chamber and monitoring critical parameters such as particle level and yield.
SEMI: If you have multiple shelves with parts in the reaction chamber, how does the shelf position affect the coating uniformity? Is center shelf better than top and bottom shelf?
Sneck: Uniformity depends on many parameters, including the part geometry, part holder geometry, batch size and coating material. When the shelves supporting the parts are optimally designed and the gas flow is well-distributed to all shelves, all shelves from top to bottom show similar uniformity.
SEMI: Is there any risk of cross-contamination?
Sneck: Cross-contamination could potentially be caused by the parts themselves or by different coating materials. The batch setup is fixed in production use, which means the parts are the same in every batch. The only variation is that the batch may not be full in some cases, but then we do not fill the empty part of the batch with other parts that could cause contamination in order to prevent contamination from one part type to another. Cross-contamination from one coating material to another is not a usual concern but can be prevented by using dedicated reaction chambers for different coating materials. This is very easy to do with Beneq P800.
 Sami Sneck manages Beneq’s semiconductor part coating business. He joined Beneq in 2005 and since then has held various professional and management positions including product manager, application manager, director of ALD group, head of sales, and head of Asia. He earned his MSc degree in Chemical Engineering in 2001 from Helsinki University of Technology. Sneck has special expertise in Atomic Layer Deposition technology and business development. He has played a vital role in introducing various ALD production concepts and solutions to several industries ranging from jewelry to photovoltaics, electronics and semiconductors.
Sami Sneck manages Beneq’s semiconductor part coating business. He joined Beneq in 2005 and since then has held various professional and management positions including product manager, application manager, director of ALD group, head of sales, and head of Asia. He earned his MSc degree in Chemical Engineering in 2001 from Helsinki University of Technology. Sneck has special expertise in Atomic Layer Deposition technology and business development. He has played a vital role in introducing various ALD production concepts and solutions to several industries ranging from jewelry to photovoltaics, electronics and semiconductors.
Access the free webinar recording and discover the latest anti-corrosion coating solutions and the unique benefits of ALD (atomic layer deposition). This webinar is particularly helpful for process engineers, equipment engineers and others responsible for contamination control and equipment yield.
Serena Brischetto is senior manager of Marketing and Digital Engagement at SEMI Europe.



