化學機械研磨拋光墊和修整器之研究
資料來源:F. Sun, J. Hawkins, J. Tsai, G. Chiu, A. Naman / Cabot Microelectronics 嘉柏微電子材料
化學機械研磨(CMP)常用拋光墊分為硬式和軟式兩種。硬拋光墊設計的抗磨損性較大,因此壽命較長,但沒有軟拋光墊的缺陷管理性能。拋光墊壽命定義為下述兩種情況中較短者:拋光墊使用壽命―保持CMP性能的期間;或拋光墊自然壽命―引起拋光墊嚴重磨損、溝紋消失所需的時間。
為了在拋光墊壽命期間獲得穩定的CMP性能,硬拋光墊使用金剛石修整器保持表面「紋理」常態,並去除拋光副產品。但是,用金剛石修整器穩定紋理會加速拋光墊磨損,因此縮短拋光墊壽命。到目前為止,為了保持性能穩定而拋光墊磨損儘量減小,工業上主要是用侵蝕性較小的金剛石或適度調整修整製程。另一個頗有前景的途徑,是通過選擇聚合物和微結構優化設計,製造更能夠抵抗磨蝕的拋光墊;它的抗磨蝕性能在同樣條件下比CMP製程使用的常規硬拋光墊高。因此,這種拋光墊將會要求侵蝕性更強的修整,以獲得最大的拋光墊使用壽命。
本文探討修整器侵蝕性對氧化物、鎢和銅拋光去除速率的影響,銅拋光中修整器對去除輪廓的影響,以及修整器侵蝕性對Epic D100和常規硬拋光墊兩種情況的拋光墊磨損率的影響。最後,討論了在Epic D100上,捨棄常規拋光墊上侵蝕性較小的修整,採用較大侵蝕性修整的相對優點與風險。
實驗
所有的拋光實驗都是在Applied Materials的Mirra polisher上進行。使用Cabot Microelectronics研磨料Semi-Sperse SS25(用於氧化物拋光)、Semi-Sperse W2000(用於鎢拋光)、iCue 600Y75(用於銅拋光)。全部實驗都使用Epic D100拋光墊。Kinik Corporation(臺灣)和3M公司(美國)提供金剛石修整器。
結果和討論
CMP製程使用金剛石修整來減小拋光墊承受的多重表面影響因素,確保壽命期間穩定的拋光性能。拋光過程中影響拋光墊表面(特別是表面「紋理」)的因素包括:a)晶圓和保持環在壓力下緊貼,產生表面「紋理」形態暫時改變或變形;b)拋光過程中沈澱或嵌入副產品和碎片;c)表面「紋理」永久性的喪失,無法藉由正常的修整技術復原。圖1是SS25拋光氧化物製程中,典型的材料去除速率對修整的回應。
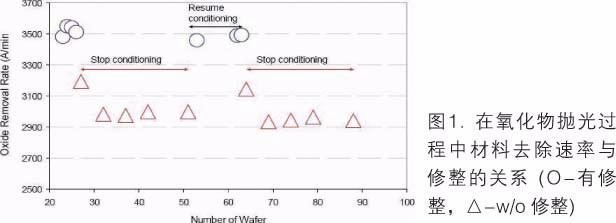
從圖中可以發現,修整中止時材料去除速率迅速下降。因為全部拋光時間比較短(25片晶圓或大約0.5小時),而且一旦修整恢復,去除速率立即上升至原來的水準;所以在這種情況下,去除速率下降可能是出自表面「紋理」短暫的形貌改變,或者由嵌入的副產品和碎片(a和b)引起,並非c類的表面「紋理」永久喪失。
圖2比較了侵蝕性不同的兩種金剛石修整器在拋光墊延續壽命期間,對氧化物去除速率的影響。修整器的品性如表1所示。在受測的整個拋光墊壽命期間,侵蝕性強的修整器(A盤)的去除速率比另一個修整器(B盤)要高出大約10%。侵蝕性強的修整器有較高的去除速率可能是由於A盤上出現了更為有利的拋光墊表面「紋理」(暫態的或短時的效果)。

除了去除速率較高以外,侵蝕性強的修整器(A盤)在拋光墊壽命期間的退化速率也比較慢(~6%),而B盤則為~12%。實際上,用侵蝕性強的修整器時,速率直到測試終了似乎都是「穩定的」,而侵蝕性弱的修整器(B盤)則顯示較快的下降。
表1為拋光墊表面總粗糙度和磨光資料。為了更準確的反映拋光墊表面「紋理」,我們利用一組去除速率完全相同的拋光墊(如圖2,但拋光墊壽命短得多,約3小時),盡可能降低由於拋光墊切入不夠或過度磨光所產生的影響。用侵蝕性較高的修整器(A盤)時,拋光墊表面粗糙度相對較低;和對照的修整器相比,使用侵蝕性高的修整器(A盤)的拋光墊時,表面磨光也比較低(表1和圖3)。表面磨光是粗糙平復程度和碎片嵌入二者的標誌。

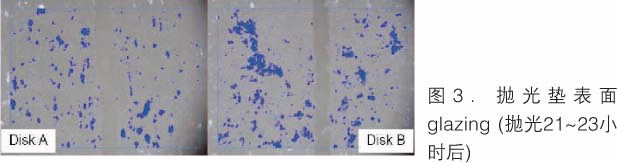
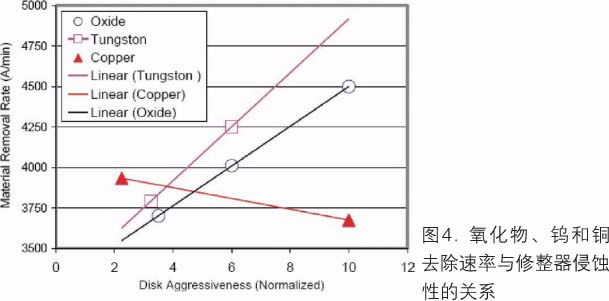
圖4比較了氧化物、鎢和銅拋光時去除速率與修整器侵蝕性的關係。如同氧化物的情形,鎢去除速率也隨著盤侵蝕性增高而上升。實際上,銅去除速率隨著盤侵蝕性增加而略有減少。因此很明顯地,對於氧化物和鎢,選用侵蝕性較高的修整器有利於絕對去除速率(暫態效果),也有助於增進速率的穩定性(長期效果);而對於銅來說,採用侵蝕性較高的修整器不容易在維持速率穩定性的同時,也提升銅去除速率。
眾所周知,製程重要參數如維持環壓力、壓頭掃除範圍、研磨液臂的位置等,都會影響晶圓上的去除輪廓。金剛石修整器是獲得特定去除輪廓的另一個有效因素。圖5比較使用同廠牌不同型號金剛石修整器(表2)進行銅拋光所得到的去除輪廓。在相同製程條件下,盤C造成的去除輪廓是中心快,而盤D造成的去除輪廓在整個晶圓上幾乎是平的。盤對晶圓上拋光去除輪廓的這種影響給予製程工程師調整去除輪廓的額外靈活性。
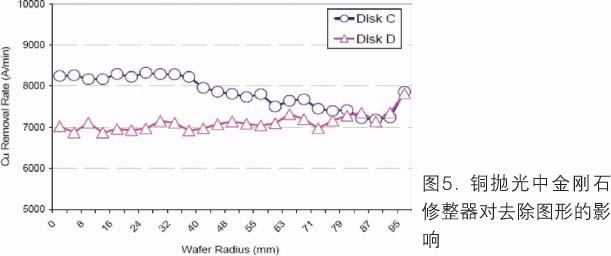
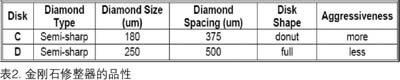
圖6比較了用兩組不同侵蝕性修整器的拋光墊磨損率。Epic D100表明即使用侵蝕性較高的修整器(盤A和盤C),拋光墊的磨損率也比用侵蝕性較低的修整器(盤B和盤D)的常規拋光墊低。這個結果說明了,對Epic D100使用侵蝕性較高的修整,因為固有抗磨蝕性較高,仍可能獲得較長的拋光墊壽命。
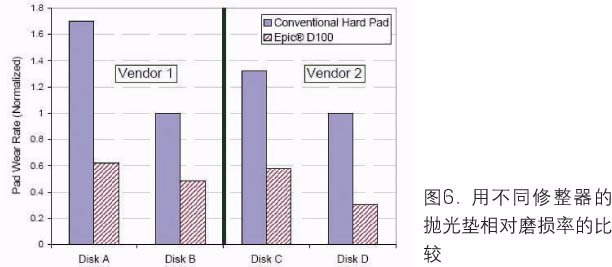
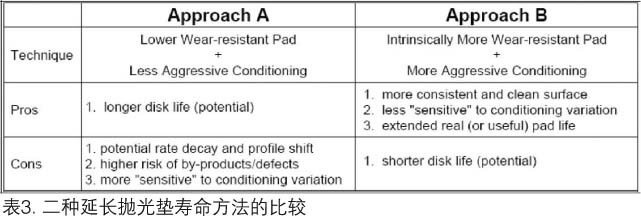
表3比較了延長拋光墊壽命的兩種不同方法。應用侵蝕性較低的修整方法,最大的風險是可能劃出「尖痕」以及對修整的改變「靈敏度」較高。我們都知道,劃痕和拋光墊汙染在拋光墊壽命接近終了時會越來越嚴重,也就是表面品質(「紋理」和潔淨度)將隨著時間而惡化。隨著技術升級,對劃痕和各種變異的要求也愈來愈嚴苛,勢必成為更大的挑戰。低磨損拋光墊配合高侵蝕性修整的作法,或許具有性能穩定、適應修整變化和在拋光墊實際(使用)壽命等方面的優勢。拋光墊實際(使用)壽命的定義是,拋光墊在實際使用中延續多長時間,不包括因為缺陷中的尖痕或去除速率(或去除圖形)改變而必須提早拆除的情形。
結論
金剛石修整器對拋光墊性能有短期的(暫態)、也有長期的影響。材料(絕對)去除速率反映了短期影響;然而,若要明白長期影響,則需要監控拋光墊壽命期間性能的穩定性。為了獲得穩定的性能,應設法讓拋光墊表面紋理一致不變,並且盡可能維持潔淨。應用侵蝕性高的修整可以達成這些要求。但是,侵蝕性修整加快了拋光墊磨損,縮短拋光墊壽命,有時不能為終端使用者接受。採用本質上抗磨損性更高的聚合物組成和結構設計的拋光墊(如Epic D100)就能避免這種情況;侵蝕性較高的修整可以(實際上也應該)用於Epic D100,在延伸的拋光墊「有效」壽命期間獲得更穩定的性能。