
Discussion on Energy-Saving Design of Semiconductor Equipment Based on SEMI S23
By Sara Ma, SEMI China
Under the national strategy of carbon peak and carbon neutrality, semiconductor manufacturing, as an energy-intensive industry, requires proactive planning for energy conservation and emission reduction measures. With the continuous innovation of equipment technology, energy conservation and emission reduction concepts can be incorporated into the equipment design and manufacturing stages. This article, based on the SEMI S23 standard and drawing on 150 field measurement reports, analyzes the energy consumption of semiconductor process equipment during its design and manufacturing processes and explores energy-saving measures that can be implemented during equipment design.
Electricity
Electricity accounts for approximately 60-90% of the total energy consumption of semiconductor process equipment, making it the primary source of energy consumption. Currently, many devices lack "sleep" or "low-power" modes and instead operate solely in a high-energy "standby" state. Adopting smarter energy management modes, such as adding rest or sleep modes, can effectively reduce energy consumption.
Cooling Water System (PCW)
Cooling water systems consume approximately 5-40% of total energy consumption. Significant energy savings can be achieved through integrated cooling water management measures within equipment design. Specific measures include:
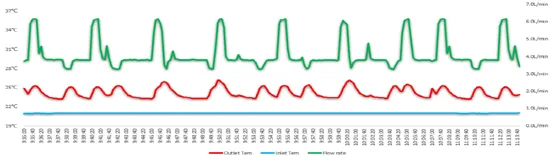
Increased temperature and flow control: Periodically adjusting cooling water flow as the process changes to avoid continuously high flow output will help reduce unnecessary cooling water usage.
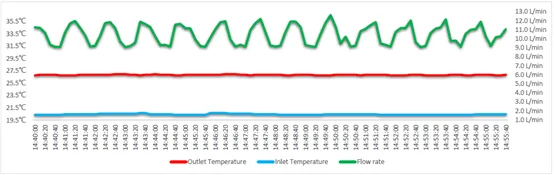
Optimize flow and temperature control: If the cooling water flow rate varies periodically but the outlet temperature remains constant, this indicates potential for energy savings. This can be achieved by reducing unnecessary flow output and optimizing water resource utilization.
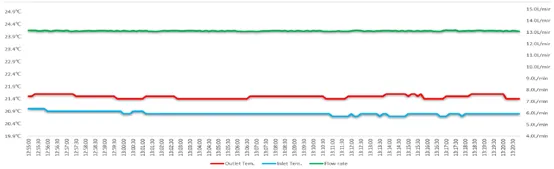
Equipment without flow control: Equipment without flow control typically maintains a stable, high flow rate, with minimal temperature difference between the inlet and outlet water. This type of equipment has significant room for improvement in cooling water management, and intelligent flow control can be used to reduce water waste.
Heat Burden
The heat load accounts for approximately 2-20% of the equipment's total energy consumption and is calculated using the energy consumption of the external air conditioning system. Because it involves input and output calorific values that cannot be directly measured (such as chemical reaction heat), the report should clearly indicate which calorific values are included or ignored, allowing end users to make more accurate energy consumption comparisons when selecting equipment.
Exhaust System
The exhaust system accounts for approximately 2-10% of the equipment's total energy consumption. Although this contribution is small, energy savings can be achieved through reduced airflow in the design. While meeting SEMI S6 and SEMI S2 safety standards, exhaust energy consumption can be reduced by optimizing the exhaust structure design.
Nitrogen
Nitrogen consumption accounts for approximately 0.1-8% of the equipment's total energy consumption and is primarily used for nitrogen sealed and purging. Reducing nitrogen purge usage during idle mode or replacing continuous purging with devices such as regulating valves, pressure switches, and oxygen concentration detectors can effectively reduce nitrogen usage.
Compressed Dry Air (CDA)
Compressed dry air accounts for approximately 0.1-3% of total energy consumption and is used to actuate equipment valves. While this consumption is relatively small, unnecessary gas waste can be reduced through proper air source scheduling.
Summary
Energy conservation and emission reduction are not only a commitment to future sustainability but also an effective way to control costs. By optimizing energy use during the design phase of semiconductor equipment, energy consumption can be significantly reduced without compromising production efficiency.
Source: Mige Lab
Get Involved
SEMI Standards development activities take place throughout the year in all major manufacturing regions. To get involved, join the SEMI International Standards Program at: www.semi.org/standardsmembership.
For more information, please visit our main Web site and current events page. If you have any questions regarding SEMI Standards activities, please contact your local SEMI Standards staff.
Standards Watch
SEMI
www.semi.org
August 22, 2025