Traditionally, defect classification is done manually by operators or using Automated Optical Inspection (AOI) machines, often leading to classification inconsistencies. Also, rules-based AOIs may at times be unable to fully satisfy project requirements due to the rigidity of inspection recipes.
SixSense – Breaking the Status Quo with Artificial Intelligence
Enter SixSense, an AI-powered defect classification software platform that has been making breakthroughs in defect detection and classification for semiconductors to make manufacturing smarter and more efficient.
Founded in 2018, SixSense has already amassed a wealth of experience and chalked up a number of successes such as automating the manual image classification process, reducing manufacturing false rejects, and capturing escapees. Infineon Technologies and GlobalFoundries were amongst the early adopters of SixSense’s platform: classifAI. With Infineon, classifAI has allowed over-rejection rates to be precisely quantified.
classifAI – Simple UI, Easy Usage, Powerful Models
As a UI-based assistive software platform, classifAI, SixSense’s automated defect classification platform is built with the defect and yield engineer in mind. SixSense takes care of all the back-end complexities – such as coding, algorithm modelling and deployment – to enable end users to get started and use the platform with a simple GUI.
The simplified end-to-end AI pipeline offered on the platform includes data labelling to make data AI-ready, model training, and model testing. Ultimately, models are deployed on the production floor for 24/7 inferencing of hundreds of millions of images every year, at scale, across processes, tools and sites.
Machine learning models built by the SixSense team have seen strong results, with model accuracy of up to 98% in certain use cases.
Track Record of delighting IDMs, Foundries and OSAT Customers
SixSense has consistently solved visual inspection problems and enabled the success of IDMs, foundries and OSATs since its inception. The AI technology has helped a range of customers across 100mm-300mm wafer standards, both pure silicon and compound wafers, and caters to specific end-use market requirements such as RF and automotive.
Partnerships between startups and established manufacturers are key to actualizing the value of AI in manufacturing.
“Our collaboration with AI startup SixSense has enabled us to explore opportunities in yield gain, improving cycle time, and real-time monitoring of process shifts,” said Dato’ Tan Soo Hee, Executive Vice President, Global Backend Operations at Infineon Technologies Asia Pacific.
“SixSense has been very attentive to the needs of our engineering team, addressing project requirements using a customer-first approach evident in the design of the intuitive software platform,” said Melvyn Peh, Principal Engineer, Automation-Scan-Pack, Infineon Technologies Asia Pacific.
The intelligent annotation module is one of many offered by SixSense, which uses AI to train AI and accelerate the data annotation process by focusing on the semiconductor-specific requirements.
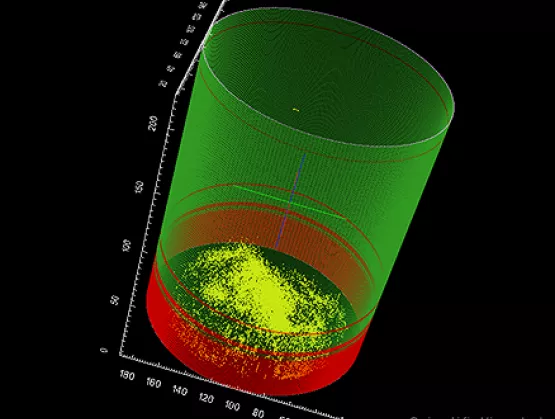
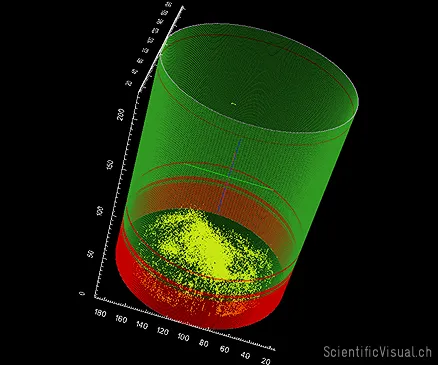
Another valuable module in classifAI is advanced analytics that capture the heatmap for defect distribution on the images. Images are stacked on top of each other, with the location of defects aggregated to provide the defect heatmap. Through this, systematic failure patterns were identified that allowed defect engineers to zero in on key sources of failure and assist in root-cause analysis.
Infrastructure – Scale Fast, Adapt Quickly, Accelerate Value Creation
In the dynamic world of technology, machine learning and AI projects must meet changing infrastructure demands. A cloud-first approach is often favored for the plethora of benefits it offers.
“We’re looking forward to a great partnership with SixSense, treading together hand in hand exploring fresh ideas and possibilities,” said Manju Jalali, Vice President of digital manufacturing at GlobalFoundries, who oversees the company-wide roll out of classifAI.
For use cases where on-premise deployments are preferred, SixSense offers such options for infrastructure integration, satisfying all possible infrastructure requirements in the market.
Contributing to a vibrant innovation ecosystem
SixSense was mentioned by Singapore’s Deputy Prime Minister Heng Swee Keat during an event that marked Infineon’s 50th anniversary in Singapore: “I am heartened that Infineon will be investing more than $27 million over three years on an AI initiative in Singapore. Under this initiative, Infineon Singapore will be partnering academia, industry, and local startup SixSense AI to develop new AI solutions and courses.”
Explosive Growth of AI in Chip Manufacturing
According to a McKinsey Company report, AI contribution to semiconductor company earnings is projected to rise to between $85 billion and $95 billion per year in the coming years. SixSense has been taking great strides in creating value for their semiconductor customers.
“SixSense offers tremendous value in a high-growth vertical in the semiconductor industry, marrying the latest deep learning algorithm with the compute power of the cloud,” said Rajan Rajgopal, CEO of DenseLight Semiconductor. “This leads to faster root-cause analysis that helps reduce the cost of non-conformance and improve quality.”
Dominic Teo is Enterprise Business Development Representative at SixSense. He can be reached at [email protected].